Electric welding para sa mga nagsisimula: mga nuances ng welding work at pagsusuri ng mga pangunahing pagkakamali
Ang isang apartment, at lalo na ang isang pribadong bahay, ay nangangailangan ng regular na maintenance at repair work.Ang isang home handyman ay kailangang maging isang generalist, na may kakayahang magsagawa ng maraming iba't ibang mga gawain. Samakatuwid, nais ng mga master na makabisado ang maraming mga teknolohiya hangga't maaari.
Ang isa sa mga pinaka-in-demand na kasanayan ay ang kakayahang magsagawa ng gawaing hinang. Ipinapakita ng pagsasanay na ang electric welding ay pinakaangkop para sa mga nagsisimula - ang teknolohiya ay simple at naa-access sa sinumang gustong matuto kung paano ito gamitin. Bago mo simulan ang pag-master ng pamamaraan, dapat mong pamilyar ang iyong sarili sa mga teoretikal na aspeto ng isyu, hindi ka ba sumasang-ayon?
Ang lahat ng kinakailangang impormasyon ay inilarawan nang detalyado sa aming artikulo. Inilarawan namin ang prinsipyo ng pagpapatakbo ng electric welding at ipinahiwatig kung aling aparato ang pinakamahusay na pipiliin para sa pagtatrabaho sa bahay. Bilang karagdagan, ang artikulo ay nagbibigay ng isang hakbang-hakbang na teknolohiya para sa mga bahagi ng hinang, mga pamamaraan para sa paggawa ng mga tahi, at naglilista din ng mga posibleng depekto sa mga kasukasuan.
Ang nilalaman ng artikulo:
Ano ang electric welding?
Ang electric ay isa sa mga pamamaraan ng welding kapag ang isang electric arc ay ginagamit upang magpainit at pagkatapos ay matunaw ang mga metal. Ang temperatura ng huli ay umabot sa 7000°C, na mas mataas kaysa sa natutunaw na punto ng karamihan sa mga metal.
Ang proseso ng electric welding ay nagpapatuloy tulad ng sumusunod. Upang bumuo at mapanatili ang isang electric arc, ang kasalukuyang ay ibinibigay mula sa welding device patungo sa elektrod.

Kapag hinawakan ng electrode rod ang ibabaw na hinangin, dumadaloy ang welding current. Sa ilalim ng impluwensya nito at sa impluwensya ng electric arc, ang elektrod at ang mga metal na gilid ng mga elementong hinangin ay nagsisimulang matunaw. Mula sa matunaw, tulad ng sinasabi ng mga welder, isang weld pool ay nabuo, kung saan ang tinunaw na elektrod ay halo-halong may base metal.
Ang molten slag ay lumulutang sa ibabaw ng paliguan, na bumubuo ng isang proteksiyon na pelikula. Matapos patayin ang arko, unti-unting lumalamig ang metal, na bumubuo ng isang tahi na natatakpan ng sukat. Matapos ang materyal ay ganap na lumamig, ito ay nalinis.
Ang mga di-consumable at consumable na mga electrodes ay maaaring gamitin para sa hinang. Sa unang kaso, ang filler wire ay ipinakilala sa matunaw upang bumuo ng isang welding seam, sa pangalawang ito ay hindi kinakailangan. Upang bumuo at kasunod na mapanatili ang isang electric arc, ginagamit ang mga espesyal na kagamitan.
Ang mga kasanayan sa larangan ng hinang sa mga domestic na kondisyon ay kinakailangan upang maisagawa ang isang malawak na hanay ng mga trabaho:
Ano ang kailangan mong magwelding sa bahay?
Upang maisagawa ang trabaho, kakailanganin mo muna ang isang welding machine. Mayroong ilang mga uri nito.
Magpasya tayo kung alin ang bibigyan ng kagustuhan.
- Welding generator. Ang isang natatanging tampok ay ang kakayahang makabuo ng elektrikal na enerhiya at gamitin ito upang lumikha ng isang arko. Ito ay magiging kapaki-pakinabang kung saan walang kasalukuyang mapagkukunan. Mayroon itong mga kahanga-hangang sukat, kaya hindi ito masyadong maginhawang gamitin.
- Welding transpormer. Ang aparato ay nagko-convert ng alternating boltahe na ibinibigay mula sa mga mains sa alternating boltahe ng ibang frequency, na kinakailangan para sa hinang. Madaling patakbuhin ang mga device, ngunit may malalaking sukat at negatibong reaksyon sa mga posibleng surge sa boltahe ng mains.
- Welding rectifier. Isang aparato na nagko-convert ng boltahe na ibinibigay mula sa mga mains patungo sa direktang kasalukuyang kinakailangan upang bumuo ng isang electric arc. Ang mga ito ay compact at lubos na mahusay.
Para sa trabaho sa bahay, mas mainam ang isang inverter-type rectifier. Ang mga ito ay karaniwang tinatawag na simpleng inverters. Ang kagamitan ay may napaka-compact na sukat. Kapag nagtatrabaho, ito ay nakasabit sa balikat. Ang prinsipyo ng pagpapatakbo ng aparato ay medyo simple.
Kino-convert nito ang kasalukuyang mataas na dalas sa direktang kasalukuyang. Ang pagtatrabaho sa ganitong uri ng kasalukuyang tinitiyak ang pinakamataas na kalidad ng hinang.

Ang mga inverter ay matipid at gumagana mula sa isang network ng sambahayan. Bilang karagdagan, ito ay mas mahusay para sa isang baguhan na magtrabaho sa kanila. Ang mga ito ay napakadaling gamitin at nagbibigay ng isang matatag na arko.
Kabilang sa mga disadvantage ng mga inverters ang mas mataas na gastos kaysa sa iba pang mga device, pagiging sensitibo sa alikabok, kahalumigmigan at mga surge ng kuryente. Kapag pumipili ng isang inverter para sa hinang sa bahay, bigyang-pansin ang hanay ng mga kasalukuyang halaga ng hinang. Ang pinakamababang halaga ay 160-200 A.
Ang mga karagdagang tampok ng kagamitan ay maaaring gawing mas madali ang trabaho para sa isang baguhan.
Kabilang sa mga kaaya-ayang "bonus" na ito ay dapat tandaan:
- Mainit na Simula - na nangangahulugang isang pagtaas sa paunang kasalukuyang ibinibigay sa sandaling ang welding arc ay nag-apoy. Ginagawa nitong mas madaling i-activate ang arc.
- Anti-Stick — awtomatikong binabawasan ang welding current kung ang electrode rod ay natigil. Ginagawa nitong mas madaling i-pull off.
- Arc Force - pinapataas ang kasalukuyang hinang kung ang elektrod ay dinadala sa workpiece nang masyadong mabilis. Sa kasong ito, hindi nangyayari ang pagdikit.
Bilang karagdagan sa anumang uri ng welding machine, kakailanganin mo ng mga electrodes. Pinakamainam na piliin ang kanilang tatak gamit ang isang espesyal na talahanayan, na nagpapahiwatig ng uri ng materyal na hinangin.
Kakailanganin mo rin ang isang welding helmet. Ang pinakamaganda ay ang napupunta sa ulo. Ang mga modelo na kailangang hawakan sa kamay ay lubhang hindi maginhawa.

Ang maskara ay maaaring may simpleng tinted na salamin o tinatawag na "chameleon". Ang huling opsyon ay mas kanais-nais, dahil kapag lumitaw ang isang arko, ang salamin ay awtomatikong dumidilim.
Kinakailangan na magtrabaho lamang sa mga espesyal na damit na nagpoprotekta mula sa mga splashes at ultraviolet radiation. Ito ay maaaring makapal na cotton overalls, boots o high boots, canvas o rubberized gloves.
Artikulo para sa iyo: 10 pinakamahusay na maskara para sa mga welder: pagsusuri, larawan, presyo. TOP 10 pinakamahusay na welding electrodes.
Teknolohiya ng electric welding
Mas mainam na matutunan kung paano maayos na magwelding ng mga bahagi gamit ang electric welding sa ilalim ng gabay ng mga nakaranasang welder. Kung sa ilang kadahilanan ay hindi ito gumana, maaari mo itong subukan mismo. Una kailangan mong maayos na ayusin ang iyong lugar ng trabaho. Napakahalaga nito, dahil ang welding ay isang mataas na temperatura at samakatuwid ay mapanganib na proseso sa sunog.
Upang magtrabaho, kailangan mong pumili ng isang workbench o anumang iba pang base na gawa sa hindi nasusunog na materyal. Ang mga mesa na gawa sa kahoy at mga katulad na produkto ay mahigpit na ipinagbabawal. Maipapayo na walang mga nasusunog na bagay malapit sa lugar kung saan isasagawa ang welding.
Siguraduhing maglagay ng balde ng tubig malapit sa iyo upang maalis ang mga posibleng sunog. Bilang karagdagan, kailangan mong matukoy ang isang ligtas na lugar kung saan maiimbak ang mga labi ng mga ginamit na electrodes. Kahit na ang pinakamaliit sa kanila ay maaaring magdulot ng sunog.

Para sa mga unang independiyenteng tahi, kailangan mong maghanda ng isang hindi kinakailangang piraso ng metal at pumili ng mga electrodes para dito. Inirerekomenda ng mga eksperto ang paggamit ng 3 mm rods sa mga ganitong kaso. Ang mas maliit na diameter ay ginagamit para sa hinang manipis na mga sheet, na kung saan ay hindi maginhawa upang matuto mula sa. Ang mas malalaking diameter na mga electrodes ay nangangailangan ng mataas na kapangyarihan na kagamitan.
Nagsisimula kami sa pamamagitan ng pagtanggal ng lugar ng metal kung saan matatagpuan ang tahi. Dapat ay walang kalawang o anumang kontaminasyon.
Matapos maihanda ang bahagi, kunin ang elektrod at ipasok ito sa clamp ng welding machine. Pagkatapos ay kinukuha namin ang "grounding" clamp at mahigpit na ilakip ito sa bahagi. Suriin natin muli ang cable. Dapat itong ilagay sa lalagyan at mahusay na insulated.
Ngayon ay kailangan mong piliin ang operating kasalukuyang kapangyarihan para sa welding machine. Ito ay pinili ayon sa diameter ng elektrod. Itinakda namin ang napiling kapangyarihan sa panel ng mga kagamitan sa hinang.
Ang susunod na hakbang ay ang pag-aapoy sa arko. Upang gawin ito, kailangan mong dalhin ang elektrod sa bahagi sa isang anggulo ng halos 60 ° at napakabagal na ilipat ito sa base. Dapat lumitaw ang mga spark. Sa sandaling mangyari ito, bahagyang hawakan ang bahagi gamit ang elektrod at agad na itaas ito sa taas na hindi hihigit sa 5 mm.

Sa sandaling ito, isang arko ang kumikislap, na dapat mapanatili sa buong operasyon. Ang haba nito ay dapat na 3-5 mm. Ito ang distansya sa pagitan ng dulo ng elektrod at ng workpiece.
Kapag pinapanatili ang arko sa kondisyon ng pagtatrabaho, kailangan mong tandaan na sa panahon ng operasyon ang elektrod ay nasusunog at nagiging mas maikli. Kung ang elektrod ay masyadong malapit sa workpiece, maaaring mangyari ang pagdikit. Sa kasong ito, kailangan mong bahagyang i-ugoy ito sa gilid. Ang arko ay maaaring hindi mag-apoy sa unang pagkakataon. Marahil ay walang sapat na kasalukuyang, pagkatapos ay kailangan itong dagdagan.
Matapos matutunan ng baguhan na welder na mag-apoy sa arko at panatilihin ito sa kondisyon ng pagtatrabaho, maaari mong simulan ang pag-welding ng butil. Ito ang pinakasimple sa lahat ng operasyon.Sinindihan namin ang arko at nagsimulang maayos at maingat na ilipat ang elektrod kasama ang hinaharap na tahi.
Kasabay nito, nagsasagawa kami ng mga oscillatory na paggalaw na kahawig ng isang gasuklay na may maliit na amplitude. Tila "kinaka-rake" namin ang tinunaw na metal patungo sa gitna ng arko. Sa ganitong paraan dapat kang makakuha ng pantay na tahi na mukhang isang roller. Magkakaroon ito ng maliit na parang alon na metal sagging. Matapos lumamig ang tahi, kailangan mong itumba ang sukat dito.
Mga diskarte sa hinang ng arko - mga pamamaraan ng hinang
Upang makakuha ng mataas na kalidad na tahi, kailangan mong matutunan kung paano mapanatili at pagkatapos ay ilipat ang arko. Ang haba ng electric arc ay lalo na nakakaapekto sa kalidad. Kung ito ay higit sa 5 mm, kung gayon ito ay itinuturing na mahaba.
Sa kasong ito, nangyayari ang nitriding at oksihenasyon ng tinunaw na metal. Tumalsik ito sa mga patak, na ginagawang buhaghag ang tahi at hindi sapat ang lakas. Kung ang arko ay masyadong maikli, ang kakulangan ng pagtagos ay maaaring mangyari.

Iba't ibang mga pamamaraan ang ginagamit upang magsagawa ng hinang. Tingnan natin nang detalyado ang mga pangunahing.
Pagpipilian #1: Mga Joint sa Bottom Butt
Ang pinakakaraniwan at pinakasimpleng paraan upang ikonekta ang mga bahagi. Para sa mga kapal ng metal hanggang sa 0.8 cm, ginagamit ang double-sided welding. Para sa mga koneksyon na gawa sa metal na mas manipis kaysa sa 0.4 cm, isang panig na hinang lamang ang ginagawa.
Para sa trabaho, ang mga electrodes ay pinili na ang diameter ay katumbas ng kapal ng metal. Kung ito ay lumampas sa 8 mm, ang welding ay isinasagawa gamit ang mga cutting edge. Sa kasong ito, ang anggulo ng pagputol ay halos 30 °.
Ang welding ay isinasagawa sa ilang mga pass. Maipapayo na gumamit ng mga naaalis na pad na gawa sa bakal o tanso upang maiwasan ang pagkasunog. Ang unang pass ay isinasagawa gamit ang isang maliit na diameter na elektrod, hindi hihigit sa 4 mm.
Kapag gumagawa ng unang tahi, ang katumpakan at lalim ng pagtagos nito ay napakahalaga. Pagkatapos ilapat ito, dapat na walang fused metal sa likod ng mga gilid.
Para sa pangalawa at lahat ng kasunod na pagpasa, ginagamit ang mas malaking diameter na mga electrode rod. Pinili ang mga ito para sa mataas na kalidad na pagpuno ng recess na nabuo sa pagitan ng mga gilid.
Ang elektrod ay dahan-dahang inilipat sa kahabaan ng tahi, nagsasagawa ng mga paggalaw ng oscillatory, na parang tumba-tumba ang elektrod mula sa gilid sa gilid, upang ganap na punan ang mga voids na may tinunaw na metal.
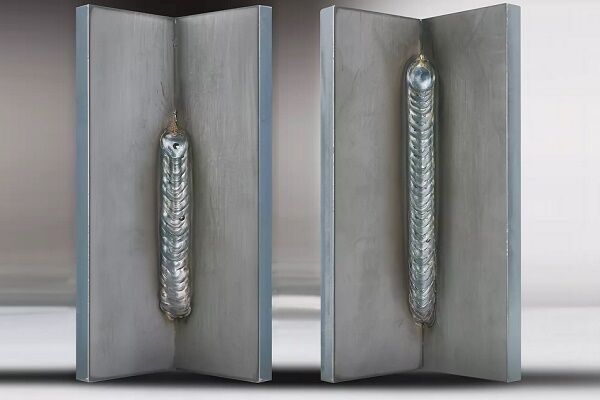
Opsyon #2: Mga Pinagsanib sa Bottom Corner
Sinasabi ng mga nakaranasang welder na ang magagandang resulta ay maaaring makamit sa pamamagitan ng mga welding corner "sa isang bangka". Nangangahulugan ito na ang mga bahagi na konektado ay naka-install sa isang anggulo ng 45° o iba pa.
Tinitiyak nito ang pinakamataas na kalidad ng pagtagos ng mga pader ng produkto, at ang panganib ng undercutting at kakulangan ng penetration ay nababawasan. Ang paraan ng welding na ito ay nagpapahintulot sa welding ng malalaking cross-section seams na ideposito sa isang pass.

Mayroong dalawang uri ng welding ng bangka - simetriko at walang simetriko:
- Ang pagkahilig ng mga bahagi ay 45°. Ang posibilidad ng sagging o undercutting isa sa mga pader ay minimal. Ang welding ng reverse at direct polarity ay isinasagawa sa pinakamataas na kasalukuyang halaga. Kapag nagsasagawa ng reverse polarity welding, ang haba ng electric arc ay dapat na minimal.
- Ikiling ang mga bahagi sa isang anggulo na 60° o 30° - asymmetrical na "bangka". Ang pagpipiliang ito ay napaka-maginhawa kung ang trabaho ay isinasagawa sa mga lugar na mahirap maabot, dahil ang amplitude ng paggalaw ng elektrod ay maliit. Itinuro ng welder ang arko sa pinaka-ugat ng tahi, at dapat na mag-ingat na hindi ito lalampas sa mga hangganan ng hinaharap na tahi. Hindi rin pinapayagan na magdeposito ng masyadong maraming metal sa isang pass.
Ang mga kasukasuan ng sulok ay maaaring T-type, kaya kailangan mong matutunan kung paano magwelding ng metal nang tama at walang mga error gamit ang electric welding sa ilang mga pass.
Ang paggamit ng isang pass ay posible lamang kapag hinang ang mga simpleng istruktura na may mga gilid na bumubuo ng isang anggulo ng 45° sa isang fillet weld. Ang diameter ng elektrod sa kasong ito ay hindi maaaring lumampas sa kapal ng metal sa pamamagitan ng higit sa 0.15-0.3 cm.
Ang karaniwang multi-pass T welding ay isinasagawa bilang mga sumusunod. Para sa unang pass, ang isang elektrod na may mas malaking diameter ay kinuha kaysa sa mga napili para sa kasunod na mga pass.Halimbawa, ginagamit ang isang elektrod na ang mga sukat ay nag-iiba mula 0.4 hanggang 0.6 cm.

Ang welding ay isinasagawa nang maayos, nang walang mga transverse oscillatory na paggalaw. Kapag nagsasagawa ng iba pang mga pass, kinakailangang isagawa ang mga ito. Mahalaga na ang vibration amplitude ay nasa loob ng pinapayagang lapad ng tahi.
Isa pang makabuluhang punto. Kapag nagsasagawa ng T-welding sa isang fillet joint, ang electric arc ay dapat palaging i-apoy sa isang istante na nakaposisyon nang pahalang.
Kapag gumagawa ng electric welding ng mga sulok gamit ang iyong sariling mga kamay, maaari mong gamitin ang isang overlap na uri ng koneksyon. Sa kasong ito, ang mga bahagi na welded ay inilalagay sa ibabaw ng isa na may isang overlap. Ang arko sa panahon ng direktang polarity welding ay dapat na maikli, at sa panahon ng reverse polarity welding dapat itong maikli hangga't maaari. Idirekta ang arko nang eksakto sa ugat ng koneksyon.
Sa panahon ng proseso ng hinang, kinakailangan na magsagawa ng maliliit na amplitude na reciprocating na paggalaw gamit ang elektrod. Ito ay magpapahintulot sa buong magkasanib na lugar na magpainit nang pantay-pantay. Sa kasong ito, ang weld pool ay pantay na mapupuno, at ang tahi ay magiging matambok at buong laki.
Pagpipilian #3: vertical seams
Ang mga tahi na nakadirekta patayo ay ginawa lamang gamit ang isang maikling arko. Sa kasong ito, ang kasalukuyang gumagana ay dapat na 10% -20% mas mababa kaysa sa kapag hinang ang mga bahagi sa mas mababang posisyon. Ang mga kinakailangang ito ay madaling ipaliwanag.
Ang mas mababang kasalukuyang lakas ay nangangahulugan na ang tinunaw na likidong metal ay hindi maaalis mula sa weld pool. Ang isang mas maliit na arko ay mas maginhawang gamitin.

Mas gusto ng mga nakaranasang welder na magwelding ng mga vertical seams mula sa ibaba pataas. Ang arko ay nasusunog sa pinakamababang punto ng hinaharap na tahi. Pagkatapos nito, ang isang maliit na pahalang na platform ay inihanda, ang mga sukat na tumutugma sa cross-section ng hinaharap na tahi.
Pagkatapos ay dahan-dahang iangat ang electrode rod. Sa kasong ito, ang mga paggalaw sa buong koneksyon ay dapat gawin.
Maaari silang maging sa anyo ng isang herringbone, sulok o gasuklay. Ang huling opsyon ay ang pinakamadaling ipatupad. Bilang karagdagan, mahalaga na mapanatili ang tamang posisyon ng elektrod. Theoretically, ang pagtagos ay pinakamahusay na nakakamit kung ang baras ay nakaposisyon patayo sa tahi, iyon ay, pahalang.
Ang butt welds ay nailalarawan sa pamamagitan ng mga sumusunod na pamantayan:
Ipinapakita ng pagsasanay na sa posisyon na ito ng electrode rod, ang likidong metal ay dumadaloy pababa sa tahi. Upang maiwasan ito, ang anggulo ng pagkahilig ng baras ay pinili sa loob ng hanay na 45°-50°. Ito ang pinakamainam na opsyon para sa vertical welding. Upang magwelding ng mga bahagi sa direksyon sa ibaba-pataas, piliin ang mga electrodes na ang diameter ay hindi lalampas sa 0.4 cm.
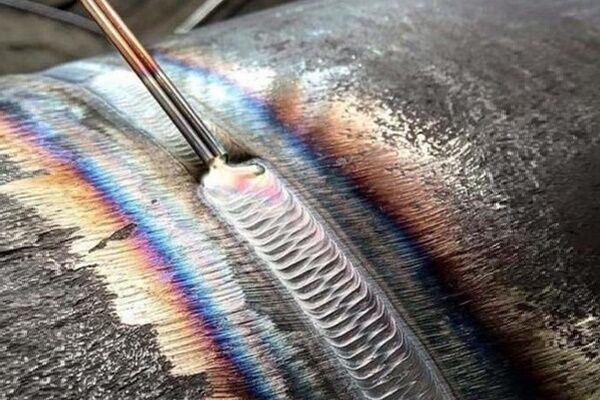
Opsyon #4: Mga Detalye ng Pipeline
Sa bahay, madalas mong matandaan kung paano magwelding ng isang metal pipe. Ang isang vertical seam ay karaniwang ginagawa sa gilid ng bahagi, at isang pahalang na tahi sa kahabaan ng circumference. Mga bakal na tubo hinangin ang puwit. Ang lahat ng mga gilid ay dapat na pinakuluang mabuti.
Upang matiyak na ang sagging sa loob ng pipe ay minimal, ang elektrod ay dinadala sa produkto sa isang anggulo na hindi hihigit sa 45°. Ang lapad ng tahi ay dapat na 0.6-0.8 cm, taas - 0.2-0.3 cm.

Bago simulan ang gawaing hinang, ang mga bahaging pagsasamahin ay lubusang nililinis. Ang mga dulo ng tubo ay siniyasat. Kung sila ay deformed, sila ay itinuwid o gupitin gamit ang pipe cutter. Pagkatapos ang mga gilid ng mga bahagi ay nalinis mula sa loob at labas sa isang metal na kinang sa layo na hindi bababa sa 1 cm mula sa gilid. Pagkatapos ay simulan ang hinang.
Ang pinagsamang ay hinangin nang walang pagkagambala hanggang sa ito ay ganap na hinangin. Para sa mga hindi umiikot na joints ng mga tubo na may mga pader hanggang sa 0.6 mm ang lapad, ang dalawang welding pass ay ginaganap, para sa mga produkto na may mga pader mula 0.6 hanggang 1.2 cm ang lapad - tatlong pass, para sa mga bahagi na may mga pader na mas malawak kaysa sa 1.9 cm - apat na pass.
Sa kasong ito, ang bawat kasunod na tahi ay inilalapat lamang pagkatapos na alisin ang sukat mula sa nauna.
Ang kalidad ng unang tahi ay pinakamahalaga.Sa panahon ng proseso, ang lahat ng mga blunts at mga gilid ay dapat na ganap na matunaw. Dapat ay walang mga bitak, kahit na ang pinakamaliit. Kung mayroon man, sila ay tinutunaw o pinuputol. Pagkatapos kung saan ang fragment ay welded muli. Ang welding ng mga rotary pipe ay ginagawa sa parehong paraan.
Posibleng mga depekto sa welding joints at seams
Ang electric welding ay isang kumplikadong proseso at hindi palaging maayos ang lahat.
Bilang resulta ng mga error sa pagpapatakbo, ang mga seams at joints ay maaaring magkaroon ng iba't ibang mga depekto, kabilang ang:
- Mga bunganga. Maliit na mga depresyon sa weld bead. Maaaring lumitaw ang mga ito bilang isang resulta ng isang sirang arko o isang error sa pagpapatupad ng huling fragment ng tahi.
- Mga pores. Ang welding seam ay nagiging porous bilang isang resulta ng kontaminasyon ng mga gilid ng mga bahagi na may kalawang, langis, atbp. Bilang karagdagan, ang porosity ay maaaring lumitaw kapag ang tahi ay pinalamig nang masyadong mabilis, sa mataas na bilis ng hinang at kapag nagtatrabaho sa mga hindi pa natuyong electrodes.
- Mga undercut. Mukha silang maliliit na indentasyon sa magkabilang panig ng suture bead. Lumitaw kapag ang mga electrodes ay displaced sa direksyon ng vertical na pader kapag hinang sulok joints. Bilang karagdagan, ang mga undercut ay nangyayari kapag nagtatrabaho sa isang mahabang arko o kapag ang welding current ay masyadong mataas.
- Mga pagsasama ng slag. May mga piraso ng slag sa loob ng welding bead. Ito ay maaaring mangyari kung ang mga gilid ay marumi, ang bilis ng hinang ay mataas o ang kasalukuyang hinang ay masyadong mababa.
Ito ang pinakakaraniwang mga depekto sa weld, ngunit maaaring may iba pa.
Karagdagang impormasyon sa welding vertical at horizontal seams gamit ang electric welding ay ipinakita sa Ang artikulong ito.
Mga konklusyon at kapaki-pakinabang na video sa paksa
Mga tampok ng pipe welding:
Paano pumili ng tamang welding inverter:
Kung ninanais, ang sinumang manggagawa sa bahay ay maaaring makabisado ang mga pangunahing kaalaman sa hinang. Hindi naman ganoon kahirap. Mangangailangan ito ng pasensya, katumpakan at, siyempre, tumpak na pagpapatupad ng lahat ng mga tagubilin. Ang lahat ay magiging mas madali kung ang proseso ng pag-master ng isang bagong kasanayan ay magaganap sa ilalim ng gabay ng isang nakaranasang espesyalista.
Mayroon ka bang personal na karanasan sa pagkonekta ng mga bahagi gamit ang electric welding? Gusto mo bang ibahagi ang iyong naipon na kaalaman o magtanong sa paksa? Mangyaring mag-iwan ng mga komento at lumahok sa mga talakayan - ang form ng feedback ay matatagpuan sa ibaba.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Salamat! Natutunan ko ang maraming kapaki-pakinabang na bagay para sa aking sarili. Paano maayos na magwelding ng mga parisukat na tubo sa isang anggulo ng 90?
Isang kapaki-pakinabang na video, sa aking opinyon, lalo na para sa mga delitian.
Salamat! Ito ay lubhang kawili-wiling basahin.
Salamat sa impormasyon
Magandang hapon Paumanhin sa pagtatanong nang walang anumang representasyon sa labas, ngunit walang mga pagpipilian…. Pakisagot ang tanong. Sa welding work at mga konsepto - kumpletong zero. Ngunit ang oras ay tulad na kailangan mong kunin ang lahat. Kailangang magwelding ng manipis (1 - 2 mm) na ferrous na metal. Ang donasyong Italian miracle na Deca STARFLUX 130AC ay matagal nang nakatago. Output sa flux-cored wire nang direkta mula sa transformer... Normal ba ito? Paano sila dapat gumana nang tama? Salamat….