Paano baluktot ang mga tubo ng metal: mga teknolohikal na detalye ng trabaho
Ang mga tubo na nakayuko sa isang anggulo ay nakahanap ng aplikasyon sa industriya ng langis at kemikal, mechanical at apparatus engineering.Walang isang proyekto sa arkitektura o konstruksiyon ang magagawa nang wala ang mga ito.
Ang lahat ng mga uri ng mga kabit ay maaaring gamitin para sa mga pagliko, ngunit pagkatapos ay maaaring mangyari ang mga pagtagas, at kung minsan ito ay hindi katanggap-tanggap para sa mga aesthetic na dahilan. Ang isang mas kaakit-akit na hitsura at mataas na pagiging maaasahan ay tinitiyak ng mga baluktot na tubo - isang proseso na hindi lumalabag sa kanilang integridad.
Sasabihin namin sa iyo kung paano pinakamahusay na yumuko ang isang metal pipe gamit ang parehong malamig at mainit na teknolohiya. Inilalarawan ng artikulong ipinakita namin ang mga detalye ng mga baluktot na tubo na gawa sa iba't ibang mga materyales. Ang mga tampok ng pagtatrabaho sa profile at conventional round pipe ay ibinibigay.
Ang nilalaman ng artikulo:
Mga tampok ng proseso ng baluktot
Ang bawat metal ay may sariling mga katangian, nang hindi isinasaalang-alang ang mga ito, imposibleng bigyan ang pinagsamang metal ng isang kumplikadong hugis. Ang baluktot na tubo ay napapailalim sa radial at tangential forces.
Ang dating deform sa seksyon, at ang huli ay nag-aambag sa hitsura ng folds. Ang pangunahing kinakailangan para sa huling resulta ay ang cross-section ng pipe ay dapat manatiling hindi nagbabago, at walang mga corrugations sa mga dingding. Ang bending ay nagbibigay-daan sa iyo upang mabawasan ang bilang ng mga welds kapag naglalagay ng mga pipeline na may lahat ng uri ng mga bends.
Mga pamamaraan ng baluktot ng tubo
Batay sa kinakailangang anggulo ng liko, materyal at diameter ng tubo, ang baluktot ay maaaring gawin nang manu-mano o gamit ang mga espesyal na kagamitan. Mayroon ding mainit at malamig na baluktot, na may at walang pagpuno sa lukab ng tubo.

Matapos alisin ang pagkarga, nangyayari ang isang phenomenon na tinatawag na springing, na direktang proporsyonal sa elastic modulus ng materyal. Ang halaga ng posibleng pagpapapangit ay nakasalalay din sa paraan ng baluktot na ginamit at ang geometry ng bagay.
Mga pagtutukoy ng mainit na teknolohiya
Ang pamamaraang ito ay pinili kapag ito ay kinakailangan upang yumuko ang isang tubo na may diameter na 10 cm o higit pa.Ang mga tubo ay deformed mainit, parehong mano-mano at gamit ang mga mekanismo. Mayroong isang bagay bilang isang minimum na radius ng liko.
Ang haba ng pipe zone na kailangang magpainit ay tinutukoy batay sa diameter ng tubo at anggulo ng baluktot. Sa kasong ito, ang pag-ikot ay hindi maaaring mas mababa sa diameter ng pipe na pinarami ng 3.
Hanapin ang haba ng pinainit na seksyon gamit ang formula:
L = α x d / 15
Sa formula: L ang kinakailangang haba sa mm, α ay ang anggulo ng baluktot sa mga degree, d ay ang panlabas na diameter ng pipe sa mm, 15 ang koepisyent. Sabihin nating ang isang tubo na may diameter na 200 mm ay kailangang baluktot sa isang anggulo na 60⁰, pagkatapos ay L = 60 x 200/15 = 800 mm, i.e. 4 na diyametro.

Upang yumuko ang tubo, dapat itong pinainit sa 900⁰. Ang pinakamainam na temperatura para sa pagsisimula ng baluktot ay 760⁰, at sa dulo - 720⁰C. Kapag sinunog, lumalala ang mga katangian ng lakas ng materyal.
Kasama sa proseso ng mainit na baluktot ang ilang mga operasyon:
- paggawa ng isang template;
- pag-iimpake ng buhangin;
- pagmamarka ng site;
- init;
- baluktot.
Upang maiwasang ma-deform ang cross-section ng pipe at hindi nabubuo ang mga sweet spot sa panloob na bahagi nito sa liko, ang panloob na espasyo ay puno ng quartz sand.
Ang buhangin ay unang tuyo at calcined upang alisin ang mga organikong impurities sa temperatura na 150 hanggang 500⁰, at pagkatapos ay dumaan sa isang pinong salaan na may sukat ng cell na 3.3 x 3.3 mm. Bago mo simulan ang pagpupuno ng tubo, kailangan mong isaksak ang isang dulo nito.
Ang mga kahoy o metal na plug na may butas para sa mga gas na makatakas ay ginagamit bilang mga plug. Hindi maaaring gamitin ang pino at basang buhangin, dahil... ang una ay sintered sa ilalim ng thermal influence at matatag na sumunod sa mga dingding ng mga tubo.
Ang pangalawa, bilang resulta ng pagbuo ng singaw, ay nag-aambag sa pagbuo ng mataas na panloob na presyon, na maaaring maging sanhi ng paglipad ng plug. Ang pagkakaroon ng mga bato sa pag-iimpake ay hindi katanggap-tanggap; maaari silang itulak sa dingding ng tubo.
Ang proseso ng pagpupuno ng tubo ay napaka-labor-intensive, kaya dinadala ito sa tore at binibigyan ng bahagyang hilig o patayong posisyon. Dahil ang kalidad ng liko ay direktang nakadepende sa compaction ng packing, ang tubo ay patuloy na tinatapik sa buong proseso. Ang isang mapurol na tunog ay nagpapahiwatig na ang workpiece ay mahusay na napuno.
Bago magpatuloy nang direkta sa pangunahing operasyon, ang mga lugar ng hinaharap na mga liko ay iginuhit sa isang tubo na puno ng buhangin, na nakakabit ng isang template. Ang mga tubo ay pinainit sa mga hurno o mga hurno. Bend parehong mano-mano at mekanisado.
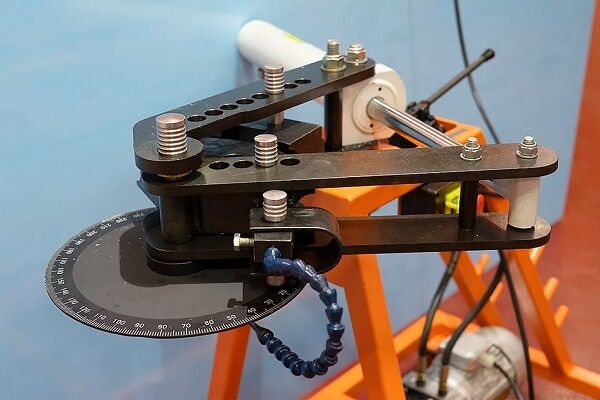
Sa huling kaso, ang mga espesyal na plato ay ginagamit, na nilagyan ng mga thrust post, sa tulong kung saan ang pinainit na seksyon ng tubo ay naayos, at mga clamp na nagsisilbing hawakan ang dulo ng tubo sa plato.Ang isang cable ay inilalagay sa kabaligtaran na dulo ng tubo, ang pag-igting kung saan sa tulong ng isang winch o capstan ay nagiging sanhi ng pagyuko ng tubo.
Upang maiwasan ang pag-deform ng mga dingding ng tubo, ang mga gasket - tuwid o hubog - ay inilalagay sa puwang ng pipe stand. Ang libreng dulo na may cable na nakakabit dito ay sinigurado gamit ang isang stand. Sa panahon ng proseso, ang geometry ng pipe ay sinusubaybayan sa pamamagitan ng pana-panahong paglalapat ng isang template dito.
Ang pagkakaroon ng baluktot na tubo sa nais na anggulo, ang mga plug ay tinanggal mula dito sa pamamagitan ng pagsunog o simpleng pag-knock out sa kanila. Ang buhangin ay ibinuhos, ang tubo ay nililinis at hinugasan. Magsagawa ng pangwakas na pagsusuri ng liko gamit ang isang template.
Malamig na baluktot
Upang baguhin ang pagsasaayos ng mga tubo ng maliliit na diameter, ginagamit ang iba't ibang mga manu-manong aparato; para sa malalaking diameter, ginagamit ang mga mekanisadong pipe bender. Sa bahay, ang baluktot ng mga tubo ng tubig at gas ay madalas na kinakailangan. mga bakal na tuboginagamit sa pagtatayo ng supply ng tubig at mga sistema ng pag-init.
Ang baluktot ng isang tubo sa 90⁰ ay tinatawag na isang liko, 180⁰ ay isang roll, na may pagbuo ng isang ungos ay isang weft, at sa anyo ng isang loop ay isang bracket.

Mayroong iba pang mga aparato para sa manu-manong baluktot. Sa bahay, upang makagawa ng isang likid para sa pagpainit ng tubig, ang isang hindi kinakalawang na asero na tubo na may diameter na mga 20 mm ay simpleng nasugatan sa isang piraso ng malaking diameter na tubo. Una, ang isang bracket ay hinangin sa isang malaking tubo, inilagay sa mga suporta at naka-clamp.
Ang tubo ay mahigpit na napuno ng buhangin at sarado na may mga plug, pagkatapos ay ipinasok sa bracket at nagsisimula ang paikot-ikot. Ang pipe na ginamit bilang isang template ay kailangang baluktot, kaya mangangailangan ito ng pagsisikap ng hindi bababa sa dalawang tao. Ang pagkakaroon ng tapos na paikot-ikot, ang likid ay leveled.

Ang pagyuko ng isang tubo na gawa sa hindi kinakalawang na asero o iba pang materyal sa bahay ay maaaring gawin gamit ang pinakasimpleng aparato. Maipapayo na gamitin ito para sa maliliit na dami ng trabaho.
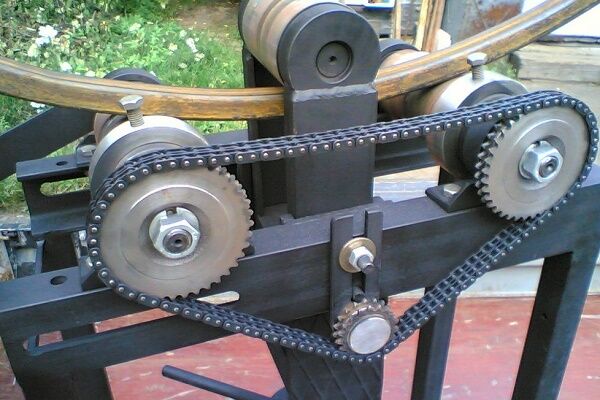
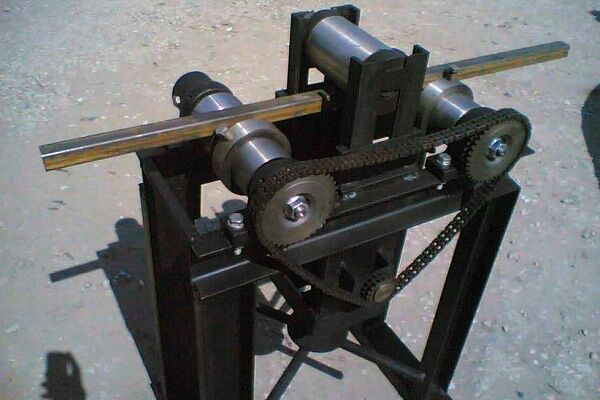
Maaari kang bumuo ng isang simpleng mekanikal na pipe bending machine gamit ang iyong sariling mga kamay, lalo na kung mayroon kang mga kasanayan sa welding at pamilyar sa isang welding machine:
Para sa paggawa ng primitive aparatong baluktot ng tubo Kailangan mo ng isang kongkreto na slab, mga metal na pin at isang drill ng martilyo. Ang slab ay nahahati sa mga cell na 40 x 40 o 50 x 50 mm. Gamit ang isang puncher, ang mga butas ay drilled sa mga sulok ng mga cell at mga pin ay ipinasok sa kanila.
Ang tubular na produkto ay ipinasok sa pagitan ng mga pin at, paglalapat ng puwersa, ay baluktot. Ang katumpakan sa pamamaraang ito ng baluktot ay hindi perpekto, ngunit ito ay sapat na para sa paggamit ng workpiece sa bahay. Para sa baluktot na may mas mataas na katumpakan, maaari mong gamitin ang isang aparato na ginawa batay sa isang jack.

Upang maiwasan ang panloob na lumen ng pipe mula sa deforming, ang mga paraan ay ginagamit upang kontrahin ang prosesong ito mula sa loob. Ang buhangin ay kadalasang ginagamit bilang mga panloob na limitasyon. Sa kasong ito, ang isang plug ay ipinasok sa isang dulo ng tubo, ang buhangin ay ibinuhos sa isa pa, at pagkatapos ay nakasaksak ito ng isang plug. Susunod, ang baluktot ay isinasagawa.
Minsan ang limiter ay isang spring na espesyal na ginawa para sa layuning ito. Para sa paikot-ikot, ginagamit ang wire na may diameter na 1 hanggang 4 mm. Ang spring ay dapat na malayang magkasya sa pipe sa baluktot na punto; isang bahagi ng wire ang naiwan sa labas.
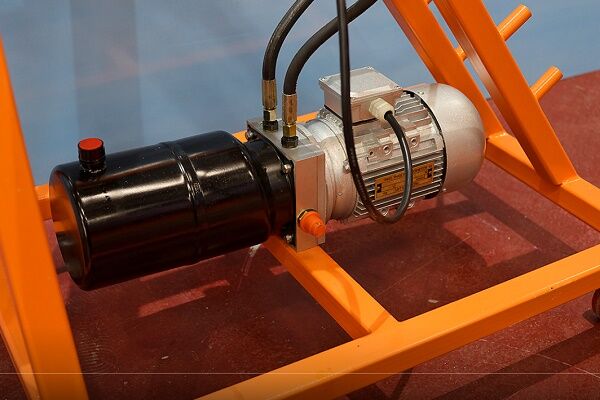
Ang hydraulic system ng mga tool sa kamay, portable at stationary na mga makina ay makabuluhang pinapadali ang proseso ng baluktot at pinabilis ang proseso ng pagpapapangit ng tubo:
Matapos makumpleto ang liko, ang spring ay aalisin sa pamamagitan ng paghila ng wire. Kapag nagtatrabaho sa isang pipe na may isang parisukat na cross-section, ang wire na may parehong cross-section ay pinili upang gumawa ng isang spring.
Ang isang bundle ng wire na binubuo ng magkahiwalay na mga segment, na itinutulak papasok nang paisa-isa hanggang sa punto ng hinaharap na baluktot, ay angkop din para sa layuning ito. Matapos makumpleto ang operasyon, ang mga segment ay tinanggal din isa-isa. Maaari mong manu-manong yumuko ang isang hindi kinakalawang na tubo na may cross-section na hanggang 4 cm at isang kapal ng pader na 0.3 cm.

Upang gumana sa malalaking diameters, kinakailangan ang propesyonal na kagamitan. May mga pipe bending machine na nilagyan ng mandrel. Ang estruktural elementong ito ay isang ordinaryong metal rod.

Bago simulan ang proseso ng baluktot, inilalagay ito sa loob upang maiwasan ang pagpapapangit ng mga dingding ng tubo. Ang mga mandrel na kasama sa kit ay may iba't ibang mga seksyon, kaya maaari mong piliin ang kailangan mo para sa isang tiyak na diameter ng mga produkto ng pipe.
Pagbabago ng pagsasaayos ng mga tubo na gawa sa mga non-ferrous na metal
Ang mga non-ferrous na metal ay may napaka-kapaki-pakinabang na ari-arian - mataas na kalagkitan. Gayunpaman, hindi sila sapat na malakas. Sa panahon ng proseso ng baluktot, bilang isang resulta ng paglalapat ng mga puwersa ng compression at pag-igting, ang tubo ay maaaring bumagsak o masira. Upang maiwasang mangyari ito, dapat mong mahigpit na sundin ang teknolohiya.
Paano yumuko ang mga tubo ng tanso at tanso?
Ang parehong mainit at malamig na pamamaraan ay ginagamit para sa baluktot na mga tubo ng tanso at tanso. Kapag pumipili ng una, ang buhangin ay pinili bilang panloob na tagapuno, at ang tinunaw na rosin ay ginagamit bilang pangalawang tagapuno. Ang teknolohiya ng baluktot ay kapareho ng para sa mga tubo ng bakal.
Ang mga produktong pantubo na gawa sa tanso at tanso ay napapailalim sa pagsusubo at kasunod na paglamig bago malamig na baluktot. Ang hanay ng temperatura para sa parehong mga materyales ay pareho - mula 600 hanggang 700⁰С. Ang pagkakaiba ay nasa cooling medium - ang tanso ay inilalagay sa tubig, at ang tanso ay pinalamig sa hangin.
Kapag nakumpleto na ang proseso, ang rosin ay aalisin sa pamamagitan ng pagtunaw nito. Upang maiwasan ang pagkalagot ng tubo, ang proseso ay hindi dapat magsimula sa gitna ng tubo, mula lamang sa mga dulo. Ang parehong mga simpleng tool at kumplikadong kagamitan sa makina ay ginagamit bilang mga aparatong baluktot.
Ang mga manu-manong pipe bender ay gumagana dahil sa mga pisikal na pagsisikap ng tao, habang ang mga hydraulic ay binabawasan ang mga pagsisikap na ito sa pinakamababa. Parehong nilagyan ng mga mapagpapalit na nozzle upang payagan kang piliin ang nais na diameter.

Mas madaling magtrabaho sa mga tubo ng tanso at tanso kaysa sa mga bakal, ngunit ang pagpapapangit ng metal sa panahon ng baluktot ay nangyayari ayon sa parehong mga batas ng pisika. Sa seksyon ng baluktot, ang panlabas na ibabaw ay nakakaranas ng pag-igting, bilang isang resulta kung saan ang mga pader ay nagiging mas payat.
Sa loob ng tubo, nangyayari ang mga reverse process - ang pader ay lumiliit at nagiging mas makapal. May panganib na ang bilog na seksyon ay nagiging isang hugis-itlog at binabawasan ang nominal na diameter, kaya ang pagyuko ay hindi dapat simulan nang hindi nagsasagawa ng mga hakbang upang maiwasan ang mga hindi pangkaraniwang bagay na ito.
Baluktot ng aluminyo pipe
Mga pangunahing pamamaraan aluminyo pipe baluktot katulad ng tanso o tanso:
- pagtulak sa pagitan ng mga roller;
- gumugulong;
- rollback;
- presyon.
Bago gumawa ng isang desisyon tungkol sa kung paano at sa anong paraan upang yumuko ang mga tubo ng aluminyo, kailangan mong maging pamilyar sa bawat isa. Ang unang paraan ay ginagamit para sa manipis na pader na mga tubo na may maximum na diameter na 10 cm, kapag kinakailangan upang makakuha ng banayad na liko na may mababang mga kinakailangan sa katumpakan. Ang pinakamababang radius ay mahigpit na kinokontrol dito. Ang laki nito ay 5-6 pipe diameters.
Ang curvature ng seksyon ay tinutukoy ng posisyon ng deflection roller. Ang mga elemento ng pandekorasyon sa loob ay kadalasang ginagawa sa ganitong paraan. Ang pangalawang paraan ay ang pagyuko ng malalaking diameter na materyal ng tubo, kung saan ginagamit ang 3-roller pipe benders.Ang tubo ay hinila sa pagitan ng mga roller ng drive, ang oryentasyon kung saan tinutukoy ang baluktot na radius.

Ang katumpakan ng pamamaraang ito ay mas mababa pa kaysa sa nauna, ngunit ang bahagi ay maaaring muling baluktot at ang proseso ay paulit-ulit hanggang sa makamit ang nais na geometry.
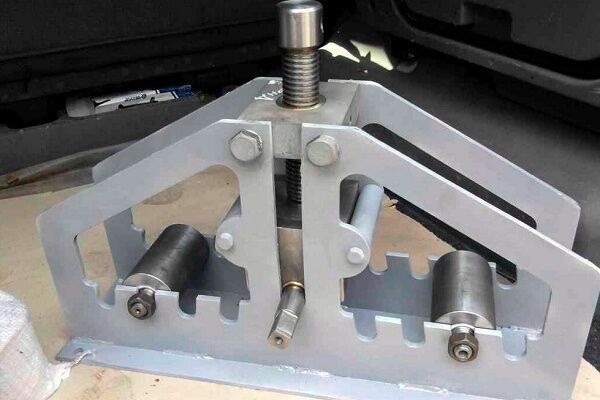
Ang pagbaluktot ng manipis na pader na mga tubo ng aluminyo ay maaaring gawin nang manu-mano na may wastong paghahanda:
Ang paraan ng pag-roll ay hindi nagbibigay para sa pagkakaroon ng panloob na tagapuno, kaya hindi ito ginagamit upang makakuha ng maliit na radii.Kapag pinipili ang pamamaraang ito, hindi posible na matupad ang mga mahigpit na kinakailangan tungkol sa ovality ng seksyon sa liko.
Upang ma-deform ang isang aluminyo pipe sa pamamagitan ng presyon, ang mga pagpindot ay ginagamit na may mga selyo na naka-install sa kanila na may isang matrix ng nais na hugis. Ang ibinigay na geometry ay nakuha bilang isang resulta ng impluwensya ng presyon na ginawa mula sa labas.
Sa ilang mga kaso, ang presyon ay maaaring panloob, kapag ang tubo ay inilagay sa isang amag at ang likido ay ibinibigay sa loob na may sapat na presyon upang pindutin ito laban sa mga dingding.
Hindi madaling yumuko ang mga tubo ng duralumin, dahil... Ang materyal na ito ay medyo matigas at bukal. Upang mapadali ang proseso, ang mga ito ay pinaputok kaagad bago yumuko sa temperatura na 350 hanggang 400⁰C, pagkatapos ay maghintay hanggang ang mga tubo ay natural na lumamig sa hangin.
Mga pamamaraan para sa baluktot na malalaking diameter ng mga tubo
Ang mga pamamaraan na medyo kamakailan ay lumitaw ay ang mga baluktot na tubo gamit ang pang-industriya at mataas na dalas na mga alon at baluktot na may pag-igting. Sa unang kaso, ang isang mataas na pagganap na pag-install ng mataas na dalas ay ginagamit, kung saan ang isang tubo na may diameter na 95 - 300 mm ay pinainit, baluktot at pinalamig.
Binubuo ito ng dalawang bahagi - isang mekanikal sa anyo ng isang baluktot na makina at isang elektrikal, na kinabibilangan ng isang de-koryenteng bahagi at isang mataas na dalas na pag-install.
Ang tubo ay deformed lamang sa pinainit na lugar na matatagpuan sa inductor zone. Ang geometry ay nagbabago sa isang ibinigay na laki sa ilalim ng impluwensya ng isang nagpapalihis na roller. Gamit ang pamamaraang ito, maaari kang makakuha ng isang liko na may maliit na radius curvature.
Ang baluktot gamit ang pangalawang paraan ay isinasagawa sa mga bending at stretching machine, na kinabibilangan ng rotary table. Ang tubo ay napapailalim sa malaking makunat at baluktot na puwersa. Ito ay kung paano nakukuha ang mga matarik na liko na liko na may pare-parehong kapal ng pader sa buong circumference.
Ang pamamaraan ay ginagamit para sa baluktot na malalaking diameter na mga tubo na ginagamit sa mga industriya ng aviation, automotive, at paggawa ng mga barko, kung saan mataas ang pangangailangan sa pipeline. Ang kalamangan ay ang kakayahang yumuko ng mga tubo na may pader na 2 - 4 mm ng 180⁰.
Mga tampok ng baluktot ng profile
Ang mga produkto ng profile pipe ay may mas aesthetic na hitsura kaysa sa kanilang mga bilog na katapat, kaya naman madalas silang matatagpuan sa mga istruktura ng sambahayan. Kapag baluktot, ang isang compressive force ay kumikilos dito mula sa loob, at isang makunat na puwersa mula sa labas. Dapat mong maingat na piliin ang paraan ng baluktot bago simulan ang operasyong ito.
Kasama sa hanay ng profile ang mga tubo na may cross-section sa anyo ng isang parisukat, hugis-itlog, o parihaba.
Mayroong ilang mga nuances at hindi mo dapat kalimutan ang tungkol sa mga ito kapag ginagawa nababaluktot na mga tubo ng profile sa bahay nang walang espesyal na kagamitan:
- Ang pinakamainam na haba ng seksyon ng baluktot para sa mga corrugated pipe na may manipis na mga dingding at isang cross-section na hanggang 2 cm ay ang taas ng pipe na pinarami ng 2.5.
- Para sa mga tubo na may makapal na pader, ang haba ng bending zone ay tinutukoy sa pamamagitan ng pagpaparami ng cross-section sa tatlo. Kung hindi, ang pag-crack ng materyal mula sa labas o pagpapapangit mula sa loob ay hindi maiiwasan.
- Ang pinakamababang halaga ng radius ng curvature ay ang baluktot na seksyon na pinarami ng 2.5.
Nang hindi isinasaalang-alang ang mga kinakailangang ito, hindi ka makakaasa ng magandang resulta. Ang mga pamamaraan ng baluktot ay hindi naiiba sa mga ginagamit kapag nagtatrabaho sa mga produkto na may isang bilog na cross-section. Bilang karagdagan, maaari mong gamitin ang manu-manong paraan ng baluktot na may mga cross cut, na ginawa sa tatlong panig ng tubo.
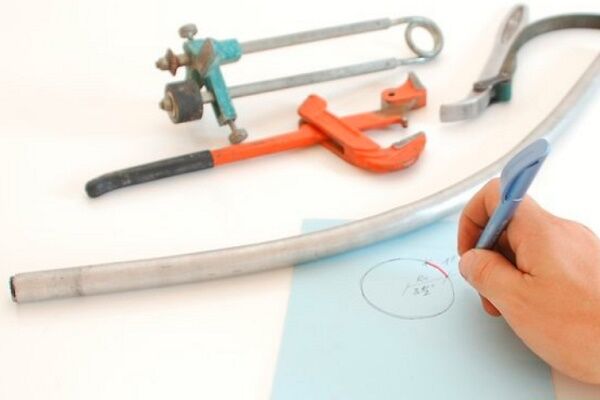
Ang haba ng mga pagbawas at ang kanilang bilang ay tinutukoy ng mga kalkulasyon. Sabihin nating mayroong isang tubo na 40 x 90 mm. Kailangan mong magsagawa ng isang buong pagliko, i.e. yumuko sa dingding na 40 mm sa isang anggulo na 180⁰ na may radius na 150 mm. Una, kalkulahin ang haba ng kalahating bilog batay sa panlabas na radius:
L = (2π r: 2 = 2x 3.14 x 190): 2 = 596.6 mm
Para sa panloob na radius, ang mga kalkulasyon ay pareho:
Lin. = (2 x 3.14 x 150) : 2 = 471 mm.
Ang kabuuan ng mga haba ng hiwa sa panloob na radius ay tinutukoy ng formula: Lout = L – Lin = 596.6 – 471 = 126 mm.
Ang mga gustong gawin ito sa kanilang sarili manu-manong pipe bender o profile pipe bending machine Sa iyong sariling mga kamay, sa mga artikulong inaalok namin ay makakahanap ka ng maraming kapaki-pakinabang na impormasyon, mga diagram at kapaki-pakinabang na mga rekomendasyon.
Kung isasaalang-alang namin na ang isang gilingan ay maaaring gumawa ng isang hiwa ng 5 mm ang lapad, pagkatapos ay sa isang liko na eroplano na 126 mm ang haba makakakuha ka ng 25 slits, pagkatapos nito ang tubo ay baluktot hanggang sa magkadikit ang mga gilid ng mga cutout. Ang mga puwang ay hinangin at ang mga tahi ay nalinis.

May isa pang paraan kung saan ang profile at round pipe ay baluktot, ngunit maaari lamang itong magamit sa taglamig. Upang gawin ito, ipasok ang mga plug sa mga dulo ng tubo, ibuhos ang tubig sa loob at maghintay hanggang sa tumigas ito. Ang tubo ay baluktot, kinokontrol ang proseso gamit ang isang template, pagkatapos ay ang mga plug ay tinanggal at ang likido ay tinanggal.
Kapaki-pakinabang: Paano gumawa ng gazebo mula sa isang profile pipe gamit ang iyong sariling mga kamay.
Mga konklusyon at kapaki-pakinabang na video sa paksa
Video #1. Kung paano yumuko ang isang tubo gamit ang mga improvised na paraan, matututunan mo mula sa video na ito:
Video #2. Paano ibaluktot ang isang tubo ng anumang cross-section sa isang bilog:
Video #3. Ang isang homemade pipe bender ay isang kinakailangang bagay sa sambahayan:
Kapag nagsasagawa ng pag-aayos o pagtatayo ng isang bahay, ang pangangailangan na yumuko ng isang tubo - bilog o profile - ay madalas na lumitaw. Kung maliit ang volume, magagawa mo ito sa iyong sarili. Ang mass bending ng mga produkto ng pipe ay posible lamang sa mga espesyal na kagamitan.
Sabihin sa amin ang tungkol sa kung paano mo binaluktot ang isang metal pipe upang bumuo ng isang greenhouse o iba pang mga layunin. Ibahagi sa mga bisita ng site ang mga teknolohikal na nuances na ikaw lang ang nakakaalam. Mangyaring sumulat ng mga komento sa bloke sa ibaba, mag-post ng mga larawang nauugnay sa paksa ng artikulo, at magtanong.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Mahusay na artikulo :)