Ano ang argon welding: kung paano gamitin ito nang tama, sunud-sunod na mga tagubilin
Ang argon welding ay isa sa mga uri ng electric arc na paraan ng pagsali sa mga metal.Ang isang arko ay nag-aapoy sa isang globo ng hindi aktibong gas gamit ang isang tungsten electrode. Kasabay nito, ang mga gilid ng mga welded na bahagi ay natutunaw, mapagkakatiwalaan na magkakasama sa isang buo.
Ang nilalaman ng artikulo:
Argon welding - mga tampok at paglalarawan
Ang isang tampok na katangian ng argon welding ay maaaring isaalang-alang ang matagumpay na kumbinasyon ng mga prinsipyo ng electric at gas welding. Ang welding technique na ito ay gumagawa ng mahusay na kalidad ng mga welds. Ang mga ito ay maingat na nilagyan ng buhangin at sa pagtatapos ng buong ikot ng trabaho, ang mga kasukasuan ay ganap na hindi nakikita.

Ang pangunahing kadahilanan sa proseso ay ang electric arc. Dito nangyayari ang paglipat ng elektrikal na enerhiya sa thermal energy. Ang isang mataas na thermal threshold ay natutunaw ang metal sa welding point. Kung ililipat mo ang arko nang maayos, makakakuha ka ng pagsasanib ng materyal at isang maaasahang koneksyon ng mga workpiece. Sa pamamagitan ng paglipat ng elektrod, ang mga parameter ng weld pool ay nababagay, ang bilis ng hinang, ang antas ng pagtagos, ang kalidad at lapad ng tahi ay nababagay.
Upang punan ang mga puwang at magwelding ng isang mataas na metal bead papunta sa tahi, ginagamit ang filler wire. Dapat itong magkapareho sa komposisyon sa materyal na hinangin. Ang filler wire ay manu-manong pinapakain sa melting point.
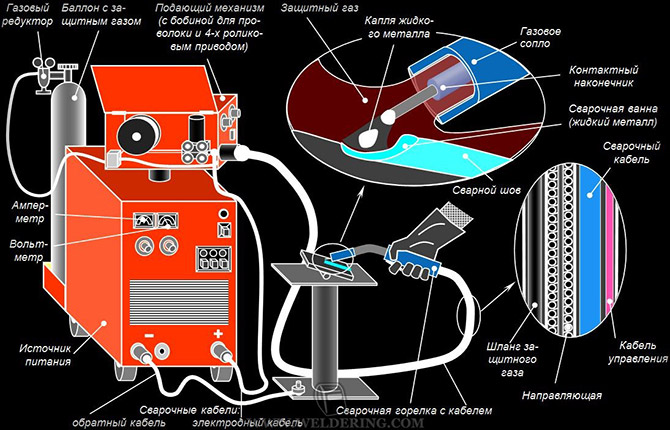
Ang kasalukuyang pinagmumulan ng supply ay isang inverter-type na unit na may mga kontrol, isang neutral na sistema ng supply ng gas, at mga konektor kung saan nakakonekta ang burner. Ang kasalukuyang ay maaaring mag-iba, maging pare-pareho o alternating.
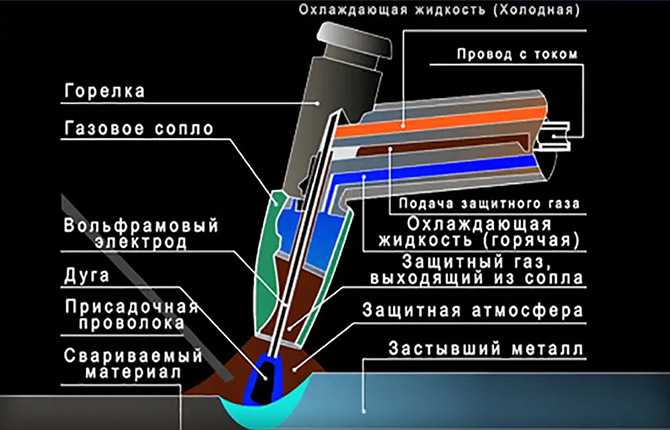
Kapag ang isang argon welding unit ay gumagana, ang inert argon gas ay ibinibigay sa pamamagitan ng tool nozzle papunta sa arc zone. "Inililipat" nito ang hangin sa atmospera, kabilang ang oxygen at nitrogen, mula sa weld pool. Ang mga metal seams ay kaya mapagkakatiwalaan na protektado sa panahon ng hinang. Ang base ng arko, isang non-consumable tungsten electrode, ay protektado din. Kung ang welding ay isinasagawa nang walang inert gas, ang tungsten ay nakalantad sa agresibong impluwensya ng oxygen at nawasak.
Ang hangin sa atmospera ay negatibong nakakaapekto sa kalidad ng proseso ng hinang. Ang inert gas ay ginagamit upang protektahan ang fusion zone mula sa atmospheric oxygen. Sa karaniwang kasanayan ito ay argon. Maaaring gamitin ang helium para sa layuning ito, ngunit ang halaga nito ay mas mataas. Ang mababang presyo ng argon ay ipinaliwanag sa pamamagitan ng ang katunayan na ito ay isang by-product lamang ng proseso ng pang-industriyang air separation sa oxygen at nitrogen.
Mga kalamangan ng argon arc welding:
- Aesthetic, mataas ang lakas na tahi.
- Walang kinakailangang mga flux o electrode coatings.
- Magtrabaho sa mga bahagi ng anumang laki.
- Posibilidad ng pag-welding ng metal sa mga nasirang bahagi ng mga bahagi upang maibalik ang mga ito.
- Pagkonekta ng mga mahirap na hinangin na metal (titanium, cast iron, aluminyo at iba pa).
- Minimum na emitted aerosol kumpara sa iba pang uri ng welding.
- Ang gilid ng metal cut "sa argon" ay may perpektong geometry; ang mga pelikulang oxide at nitride ay hindi nabubuo dito.
- Ang paraan ng argon ay nagpapahintulot sa iyo na ikonekta ang manipis na mga layer ng metal at magsagawa ng mga espesyal na operasyon ng hinang.
Kasama sa mga disadvantage ang katotohanan na ang argon welding ng metal ay mas mabagal kaysa sa iba pang mga welding machine at pamamaraan.
Ang pagtatrabaho sa argon ay nagdudulot ng panganib sa kalusugan ng tao.Ang inhaled argon gas ay nagdudulot ng pagkahilo, maaaring humantong sa pagduduwal, pagsusuka, pagkawala ng malay at maging kamatayan. Ang mga nagtatrabaho sa argon welding ay kadalasang nakakaranas ng pananakit ng ulo, pag-ring sa tainga, pagkapagod, pagkagambala sa digestive tract, at mga problema sa paghinga.
Ang isang welder ay may panganib na magkaroon ng aluminosis, isang hindi maibabalik na pulmonary pathology, dahil nalantad siya sa mga negatibong epekto ng ozone, radioactivity, at nitrogen oxides.
Pag-uuri ng argon welding
Ang teknolohiya ng argon welding ay inuri ayon sa mga indibidwal na prinsipyo ng pagganap:
- Manu-manong pamamaraan. Ang mga manipulasyon ng torch, arc torch, at additive ay isinasagawa nang manu-mano ng isang welder. Ang kanyang karanasan at mga kwalipikasyon ay nagtatakda ng bilis ng proseso at ang mga parameter ng mga welds.

- Semi-awtomatiko. Ang kagamitan ay may function para sa pagpapakain ng filler wire. Ang pag-install ay nilagyan ng wire feeding mechanism. Ang welder ay gumagana lamang gamit ang isang argon torch, na iniiwan ang isang kamay na libre. Maaari itong magamit upang hawakan o ibuka ang mga workpiece. Ang pamamaraan ay mas produktibo kaysa manu-manong, ngunit ang mga kwalipikasyon ng welder ay napakahalaga.
- Auto. Ang pagpapakain ng kawad at paggalaw ng karwahe na may sulo ay awtomatikong nangyayari, nang walang pakikilahok ng isang manggagawa. Ang kalamangan ay makinis, mataas na kalidad na mga welds. Ang mga pag-andar ng operator ay upang kontrolin at wastong itakda ang mga parameter - ang lalim ng kinakailangang pagtagos, ang pinakamainam na bilis ng paggalaw ng karwahe, atbp.

Bilang karagdagan, ang argon welding ay naiiba sa aktwal na proseso - kung ang filler wire ay ginagamit o hindi.
Kung walang additive, maaari kang magwelding ng manipis na metal (hanggang sa 2 mm), na may masikip na presyon - dapat walang mga puwang sa kahabaan ng tahi. Pagkatapos ang mga gilid ay natunaw ng isang elektrod at ang metal na ito ay sapat na upang sumali sa mga workpiece.Ang resulta ay isang selyadong, manipis, makinis, parang salamin na tahi na walang "mga kaliskis".
Mas matagal ang pagluluto gamit ang filler wire. Ang uri ng weld ay "scaly", at ang bilang ng mga layer ng kaliskis ay direktang nakasalalay sa ritmo ng additive supply sa weld pool. Ang mga puwang at mga puwang sa pagitan ng mga bahagi hanggang sa 5 mm ang lapad ay natutunaw na may mataas na kalidad, at ang mga convex ay pinagsama para sa mga uka. Ang paraan ng tagapuno ay ginagamit para sa argon welding ng mga metal na may kapal na 3 mm.
Hindi nagtagal, lumitaw ang isa pang makabagong teknolohiya ng argon arc welding - robotic. Ang kakaiba nito ay ang hinang ng mga bahagi sa mga conveyor ay ginagawa ng mga robotic complex. Ang pamamaraan ay nailalarawan sa pamamagitan ng mataas na produktibo at mababang gastos sa trabaho.

Ang kawalan ay ang malaking halaga ng mga natatanging kagamitan, ang kagyat na pangangailangan upang maakit ang mataas na kwalipikadong mga espesyalista para sa pagpapanatili, suporta sa software, at pag-fine-tuning ng mga bahagi ng robot. Ang teknolohiya ay dinisenyo para sa malalaking dami ng produksyon.
Argon welding - kung anong mga tool at kagamitan ang kailangan mo
Ang mga kagamitan at accessories para sa argon arc welding ay nahahati sa 3 grupo.
Kasama sa una mga espesyal na aparato na nagsasagawa ng isang partikular na operasyon. Ang argon welding, na isinasagawa ng mga naturang device, ay ginagamit sa malalaking negosyo ng malakihang tuluy-tuloy na produksyon.
Pangalawa – dalubhasang kagamitan na na-configure para sa mga operasyon na may makitid na hanay ng mga bahagi ng isang partikular na kategorya.
Pangatlo – mga unibersal na makina, na ginagamit para sa ilang uri ng operasyon at materyales. Ito ang pinakasikat na pangkat ng mga komersyal na ginawang device.Malawakang ginagamit ang mga ito hindi lamang para sa mga layuning pang-industriya, ngunit malaki ang hinihiling sa mga craftsmen ng handicraft at "garahe".
Set ng kagamitan para sa unibersal na argon welding:
- kasuotang pang-trabaho, kasuotang pangkaligtasan, personal na kagamitan sa proteksiyon;
- yunit para sa pagsasagawa ng trabaho na may isang hindi nauubos na elektrod;
- tungsten non-consumable electrodes;
- wire ng tagapuno;
- mataas na presyon hoses;
- silindro ng gas;
- gas reducer;
- pantulong na kasangkapan.
Sa isang silindro ng gas, sa naka-compress na anyo, mayroong gas - argon. Ang mga silindro ay ginagamit para sa iba't ibang mga gas. Upang hindi malito ang magkaparehong mga lalagyan na may iba't ibang nilalaman, ang mga cylinder ay minarkahan. Kaya't ang hilaw na argon ay ipinobomba sa isang itim na silindro na may puting inskripsiyon at puting guhit. Teknikal na argon - din sa isang itim na silindro, ngunit ang inskripsiyon ay asul, ang guhit ay asul. Ang purong argon ay nakikilala sa pamamagitan ng isang kulay-abo na silindro na may berdeng inskripsyon at guhit. Ang iba pang espesyal na teknikal na impormasyon ay nakatatak din sa mga cylinder.
Ang bawat reducer ay idinisenyo para sa sarili nitong gas. Ang kulay ng reducer ay dapat tumugma sa kulay ng gas cylinder. Sa isang murang opsyon, maaari kang gumamit ng "itim" na carbon dioxide reducer. Ngunit kadalasan ang isang reducer na may isang rotameter ay naka-install sa ilalim ng argon.
Ang mga high pressure na hose ng oxygen ay ginagamit para sa argon dahil sa kanilang kalidad at pagiging maaasahan. Ang panloob na diameter ay nag-iiba mula 9 hanggang 18 mm. Kaya't ang pagpili ng tama ay hindi magiging mahirap.
Ang kasalukuyang mapagkukunan para sa argon welding ay pinili ayon sa mga layunin at gawain na kailangang isagawa sa panahon ng trabaho.
Ang mga tungsten electrodes ay idinisenyo upang mag-apoy at mapanatili ang arko. Mayroon silang naaangkop na mga marka na nagpapakilala sa kanilang mga katangian at ang pagkakaroon ng mga espesyal na impurities.
Ang mga pantulong na materyales ay kinakailangan upang maghanda ng metal para sa hinang, halimbawa, isang gilingan, iba't ibang mga brush ng metal.
Pagsunod sa Kaligtasan
Ang Argon, tulad ng anumang iba pang paraan ng hinang, ay nangangailangan ng mahigpit na pagsunod sa mga regulasyon sa kaligtasan. Ang mga ito ay halos simple, ngunit ang kanilang pagpapatupad ay nagpapahintulot sa iyo na i-save hindi lamang ang kalusugan, kundi pati na rin ang buhay.
Dapat ayusin ang trabaho sa mga espesyal na silid o cubicle. Kung saan hindi posible na ipatupad ang mga kundisyong ito, ang lugar para sa argon welding work ay nabakuran ng mga screen. Ang mga ito ay mga panel na gawa sa playwud, pininturahan ng isang komposisyon na lumalaban sa sunog, na kinabibilangan din ng zinc oxide, na sumisipsip ng mga sinag ng ultraviolet. Ang taas ng naturang bakod ay hindi maaaring mas mababa sa 2 m.
Ang mga kagamitan sa hinang ng argon ay naka-install sa isang antas na lugar bilang pagsunod sa mga teknolohikal na sukat. Ang lugar ng trabaho ng welder ay dapat na nilagyan ng tambutso at supply ng bentilasyon. Ang mga panel ng tambutso ay napaka-epektibo. Ang mga ito ay nakaposisyon nang pahalang o sa isang anggulo upang ang kontaminadong hangin mula sa arko ay pumped pababa o palayo sa welder. Pinipigilan nito ang mga nakakapinsalang sangkap na makapasok sa respiratory tract ng manggagawa.
Ano ang kailangan mong gawin bago ka magsimula:
- Siyasatin at tiyaking ang mga espesyal na damit, sapatos, at kagamitang pang-proteksyon ng welder ay nasa mabuting kondisyon, malinis, at hindi nababad sa mantika o iba pang nasusunog na sangkap.
- Kapag nagsusuot ng mga oberols, ikabit ang lahat ng mga butones, itali ang mga laso, at itali ang mga sapatos.
- Ang dyaket at pantalon ay dapat na hindi nakasuot, ang mga bulsa ay dapat na sarado na may mga flaps, at ang buhok ay dapat na nakatago sa ilalim ng headdress.
- Suriin ang lugar ng trabaho, ilaw, hood.
- Alisin ang mga hindi kinakailangang workpiece, mga hindi kinakailangang bagay, at mga nasusunog na materyales.
- Suriin ang kagamitan.Dapat itong mapagkakatiwalaan na pinagbabatayan, ang mataas na boltahe na mga contact ay protektado at sarado, at ang integridad ng mga wire ay hindi nakompromiso.
- Tiyaking gumagana ang mga aparato sa pagsukat at pagbibigay ng senyas at mga kagamitan sa pag-lock ng kagamitan.
- Huwag magsimulang magtrabaho hanggang sa ganap na maalis ang mga natukoy na kakulangan.

Paano maayos na gamitin ang argon welding sunud-sunod na mga tagubilin
Bago ang hinang, ang workpiece ay dapat na lubusang linisin ng dumi, langis ng makina, at mga deposito ng grasa. Magagawa ito sa anumang solvent. Kapag ang kapal ng mga welded na bahagi ay higit sa 4 mm, kinakailangan ang pagputol ng gilid, at ang argon welding ay isinasagawa lamang ng butt-to-butt.
Upang sirain ang mga pelikulang oxide, ang joint ay ginagamot ng mga metal brush. Ang isang koneksyon sa kumplikadong geometry ay nalinis gamit ang isang gilingan ng anggulo.
Upang alisin ang kahalumigmigan, ang mga workpiece ay dapat na pinainit sa 150 degrees. Upang maiwasan ang pagkasunog, ang mga plato ng tanso o bakal ay inilalagay sa ilalim ng manipis na metal upang alisin ang init.
Ang additive ay gumagalaw nang eksklusibo sa harap ng burner, kasama ang hinang na hinangin.
Isang maikling panahon (5-7 segundo) bago mag-apoy sa arko, ang supply ng inert gas ay naka-on. Matapos tapusin ang hinang, kailangan mong maghintay muli sa parehong oras bago patayin ang gas.
Pagkakasunud-sunod ng mga aksyon para sa pagtatrabaho sa argon arc welding:
- I-on ang kagamitan.
- Ikonekta ang ground wire sa welding table o workpiece.
- Buksan ang balbula sa silindro ng gas.
- Ilapit ang argon torch sa bahaging hinangin upang ang distansya sa elektrod ay 3-5 mm.
- Magsuot ng protective mask at i-on ang power supply.
- Hawakan ang resultang welding arc sa paunang gilid ng joint hanggang sa magkaroon ng puddle ng tinunaw na metal.
- Gamit ang pabilog, makinis na pagmamanipula, makamit ang pagkatunaw ng mga gilid ng mga gilid.
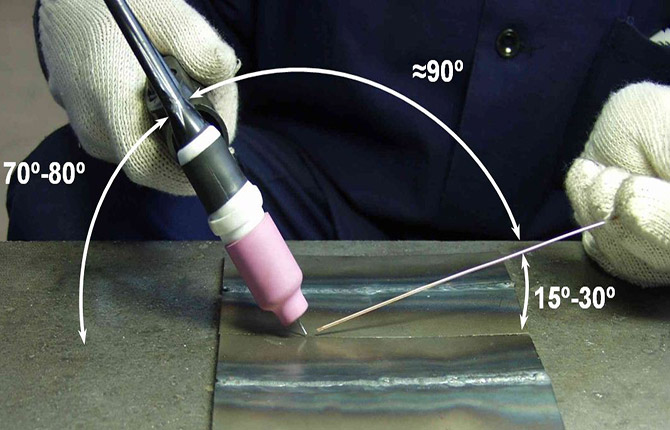
- Panatilihin ang isang anggulo ng 45 degrees sa pagitan ng burner at sa ibabaw.
- Dahan-dahan at maingat na ilipat ang sulo gamit ang karayom pasulong, na ipinapasok ang wire ng tagapuno sa sulo.
- Sa dulo ng weld, bawasan ang kasalukuyang upang punan ang bunganga.
Ang argon welding ay isang kumikitang makabagong paraan para sa pagpapanumbalik ng mga produkto. Ang halaga ng welding at restoration work ay makabuluhang mas mababa kaysa sa paggawa ng isang bagong bahagi. Ang isang refurbished na produkto ay maaaring tumagal ng napakatagal na panahon.
Nakagamit ka na ba ng argon welding sa iyong sarili? Sabihin sa amin ang tungkol sa mga katangian na makakatulong sa iyong makakuha ng mga kasanayan nang mas mabilis. Iwanan ang iyong komento, ibahagi ang artikulo sa mga social network, idagdag ito sa mga bookmark.




Paano magluto gamit ang argon welding sa labas sa mahangin na panahon?
Hindi ka makakapag-weld tulad ng gagawin mo sa isang workshop—tinatangay ng hangin ang shielding gas at iniiwan ang weld pool na bukas sa mga panlabas na impluwensya. Protektahan ang lugar ng hinang gamit ang isang sheet ng bakal. Kung walang bagay sa kamay, harangan ang hangin sa iyong sarili sa pamamagitan ng pagtayo sa gilid kung saan ito umiihip.
Ano ang gagawin kung maraming bula ang weld pool?
Ayusin ang suplay ng argon sa reducer. Mayroong alinman sa masyadong maliit na gas (carbon escapes mula sa metal) o masyadong marami.
Paano patalasin ang isang tungsten electrode nang tama?
Patalasin ang baras sa isang umiikot na brilyante na gulong. Ito ay magtatagal ng mas mahaba kaysa sa isang regular na sander. Ilagay ang elektrod na ang dulo ay nakaharap palayo sa iyo sa dulo ng umiikot na bilog. Makamit ang isang sharpening angle ng 20-30 degrees. Para sa hinang sa mga alon ng 200-300 A, kinakailangan ang isang hasa ng 60 degrees.Ito ay mas maginhawa upang magwelding ng manipis na metal 1-1.5 mm na may dulo, tulad ng isang karayom - ang anggulo ng hasa ay humigit-kumulang 10 degrees.