Tungkol sa mga paraan ng kontrol sa pamamagitan ng mga gauge ng mga cylindrical pipe thread
Sa mga nagdaang taon, ang mga bimetallic radiator na may mga kolektor ng bakal at isang panlabas na pambalot ng aluminyo ay nararapat na maging mas popular sa mga sectional heating device.Alinsunod sa mga teknolohiyang European, ang mga panloob na thread ng mga heating device mula sa karamihan ng mga tagagawa ay ginawa gamit ang rolling method. Ang mga pinagsama-samang sinulid ay nagbibigay ng matibay at ligtas na sinulid na koneksyon, bilang ebidensya ng maraming taon ng matagumpay na paggamit ng mga bimetallic radiator.
Alinsunod sa GOST 31311-2005 "Mga kagamitan sa pag-init. Pangkalahatang teknikal na kondisyon" (clause 8.2.) sinulid na mga koneksyon ng mga heating device ay sinusuri gamit ang mga thread gauge. Kasabay nito, ang mga indibidwal na tagagawa ng radiator na gumagamit ng sinulid na teknolohiya, gayundin ang mga non-profit na asosasyon sa industriya, ay paulit-ulit na nagmungkahi/nag-apela sa iba't ibang mga katawan, departamento, at serbisyo ng gobyerno na may pangangailangang dagdagan ang pagsusuri sa mga panloob na thread na may makinis na mga sukat.
Sinusuri ng papel na ito ang bisa ng mga panukalang ito at ang pagiging advisability ng pagpapakilala ng naturang karagdagang kinakailangan gamit ang halimbawa ng thread ng G1, na ginagamit sa karamihan ng mga heating device.
Una, tingnan natin ang mga pangunahing kinakailangan para sa paggawa ng mga thread ng pipe.
- Ang mga parameter ng mga cylindrical pipe thread ay tinutukoy ng GOST 6357-81 "Mga pangunahing pamantayan ng pagpapalitan. Cylindrical pipe thread", ayon sa kung saan:
Ang nominal na profile ng thread at ang mga sukat ng mga elemento nito ay dapat na tumutugma sa mga nakasaad sa Drawing 1:
Pagguhit 1
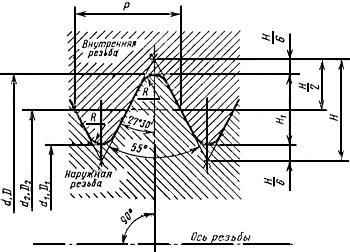
Ang mga sukat ng mga indicator sa itaas sa millimeters para sa G1 thread ay ipinapakita sa Talahanayan 1:
Talahanayan 1
| Hakbang P | N | H1 | R | |||
| 2,309 | 33,249 | 31,770 | 30,291 | 2,217774 | 1,478515 | 0,317093 |
Kasabay nito, ayon sa parehong GOST 6357-81, pinapayagan na gumawa ng mga thread na may mga paglihis mula sa tinukoy na mga halaga (mga pagpapaubaya), na napapailalim sa kung saan ang thread ay susunod din sa GOST 6357-81.
Ang mga scheme ng tolerance field para sa panlabas at panloob na mga thread ay ipinapakita sa Drawing 2.
Binibilang ang mga deviation mula sa nominal (ideal) na profile ng thread sa direksyon na patayo sa thread axis.
Pagguhit 2
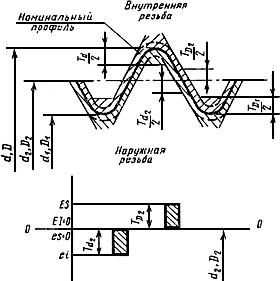

— diameter tolerances d, d2, D1, D2
Ang mga numerical na halaga ng mga pagpapaubaya para sa mga diameter ng panlabas at panloob na mga thread ay dapat na tumutugma sa mga ibinigay sa Talahanayan 3:
Talahanayan 3
| Pagtukoy sa laki ng thread | Pitch P, mm | Panlabas na thread | Panloob na thread | ||||
| Mga diameter ng thread | |||||||
| panlabas na diameter ng male thread | average na diameter ng panlabas na thread | average na panloob na diameter ng thread | panloob na diameter ng female thread | ||||
| Mga pagpapaubaya, microns | |||||||
| Td | Td2 | TD2 | TD1 | ||||
| Klase A | Klase B | Klase A | Klase B | ||||
| G1 | 2,309 | 360 | 180 | 360 | 180 | 360 | 640 |
Tandaan na, ayon sa Talahanayan 1, ang halaga ng H1 (gumanang taas ng profile ng thread) ay katumbas ng 1.478515 mm, at, alinsunod sa Talahanayan 3, ang mga tolerance sa panloob na diameter ng panloob na thread D1 at ang panlabas na diameter ng ang panlabas na thread d ay 640 μm at 360 μm, ayon sa pagkakabanggit . Ang pagguhit ng 3 ay nagpapakita ng panloob at panlabas na mga profile ng thread G1, na ginawa gamit ang maximum na pinahihintulutang paglihis mula sa nominal na profile alinsunod sa Talahanayan 3. Bukod dito, ang mga profile ng thread na ito ay ganap na sumusunod sa mga kinakailangan ng GOST 6357-81.
Pagguhit 3
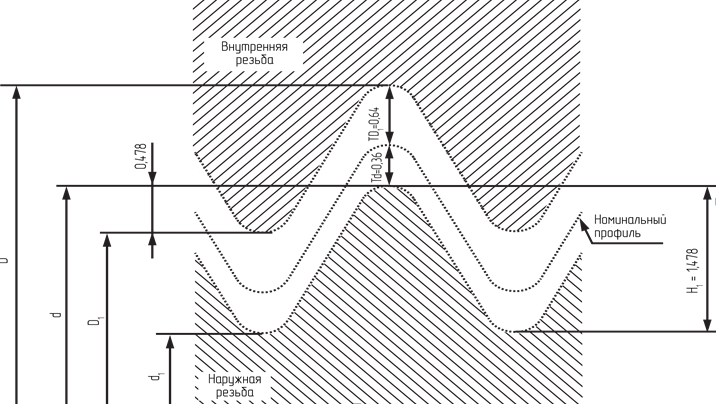
Ang pagguhit ay malinaw na nagpapakita na sa kasong ito ay 32.4% lamang ng taas ng profile ng thread ang kasangkot sa sinulid na koneksyon.
Kaugnay nito, ang posisyon ng ilang mga tagagawa ng mga aparato sa pag-init, pati na rin ang mga dalubhasang asosasyon ng industriya, na itinuturing na hindi katanggap-tanggap na kilalanin ang isang thread bilang katanggap-tanggap kung ang profile ng thread ay 38% lamang ng nominal na halaga, ay lalong nakakagulat. Tila, ang mga tagagawa at asosasyong ito ay hindi lamang nauunawaan ang mga pangunahing batayan ng GOST 6357-81 sa mga tuntunin kung aling thread (na may kung anong mga sukat) ang itinuturing na ginawa alinsunod sa GOST na ito.
Sa aming opinyon, ang pangangailangan para sa naturang makabuluhang pagpapaubaya ay nauugnay sa kinakailangan ng talata 5.1.6 "SP 73.13330.2016 Panloob na sanitary system ng mga gusali", ayon sa kung saan "Kapag nag-iipon ng mga yunit, ang mga sinulid na koneksyon ay dapat na selyadong.
Bilang isang sealant para sa mga sinulid na koneksyon sa mga temperatura ng transported medium hanggang sa 378 K (105°C), inirerekumenda na gumamit ng FUM tape o flax strands alinsunod sa GOST R 53484, na pinapagbinhi ng pulang tingga o puting tingga., hinaluan ng natural na drying oil, o mga espesyal na sealing pastes-sealant.”
Ngayon ay magpatuloy tayo upang isaalang-alang ang pangunahing isyu ng artikulong ito: gaano ipinapayong isama sa dokumentasyon ng regulasyon hinggil sa kontrol ng mga thread ng mga heating device ang isang kinakailangan para sa mandatoryong inspeksyon ng mga panloob na thread na may makinis na mga gauge.
Suriin natin ang panukala para sa pagsubaybay sa mga panloob na thread ng mga heating device gamit ang isang makinis na pass-through gauge:
Isaalang-alang natin ang perpektong opsyon kapag ang panloob na thread ay ginawa sa mahigpit na alinsunod sa GOST 6357-81, i.e. perpektong ayon sa nominal na profile nang walang anumang pagpapaubaya. Sa kasong ito, ayon sa Talahanayan 2, ang panloob na diameter ng thread ay magiging 30.291 mm.
Subukan nating suriin ang thread na ito gamit ang isang makinis na pass gauge.
Alinsunod sa sugnay 6.2. GOST 2533-88 "Mga gauge para sa mga thread ng pipe. Ang mga tolerance" na sukat ng diameter ng makinis na mga gauge para sa pagsubok sa panlabas at panloob na mga thread ay dapat matukoy ayon sa mga formula na ibinigay sa Talahanayan 4.
Talahanayan 4
| Pagtatalaga (uri ng numero) kalibre | Pangalan at layunin ng uri ng kalibre | diameter ng kalibre | |
| Denominasyon | Pinakamataas na paglihis | ||
| Panloob na thread gauge | |||
| PR (23) | Makinis na pass-through na plug gauge |  |  |
| HINDI (24) | Makinis na no-go plug gauge |  |  |
Ang mga halaga ng mga tagapagpahiwatig H1 at Z1 ay ibinibigay sa Talahanayan 5.
Talahanayan 5
| Halaga ng TD1 ayon sa GOST 6357 | H1, µm | Z1 |
| mula 375 µm hanggang 710 µm | 26 | 52 |
Mula sa pagsusuri ng data sa mga talahanayan sa itaas, sumusunod na ang diameter ng makinis na passage gauge ay magiging katumbas ng:
- nominal na halaga: D1+ 52 µm = 30.343 mm
- value na may maximum na upper deviation: D1+ 52 µm + 13 µm = 30.356 mm
- value na may maximum na mas mababang deviation: D1+ 52 µm - 13 µm = 30.330 mm
Tandaan na, ayon sa sugnay 2.3. Appendix 2 "Mga Panuntunan para sa paggamit ng mga gauge" sa GOST 24939-81 "Mga gauge para sa mga cylindrical thread", "ang isang makinis na running gauge ay dapat malayang pumasok sa kinokontrol na thread sa ilalim ng impluwensya ng sarili nitong timbang o isang tiyak na puwersa."
Sa pagsasaalang-alang na ito, nakakakuha kami ng isang kabalintunaan na larawan kung saan ang isang makinis, walang suot na pass-through na gauge, ang pinakamababang posibleng diameter na kung saan ay 30.330 mm, ay dapat na malayang magkasya sa isang thread na perpektong ginawa ayon sa GOST 6357-81, ang diameter ng na 30.291 mm (nominal), na halos imposible.
Kaya, kapag sinusuri ang isang thread na perpektong ginawa alinsunod sa GOST 6357-81 na may isang makinis na go-through gauge, ang thread na ito ay makikilala bilang hindi sumusunod sa GOST 6357-81, na sa kanyang sarili ay walang katotohanan.
Ito ay bahagyang nagpapaliwanag sa mga kaso kapag ang mga sinulid na koneksyon na ginawa alinsunod sa GOST 6357-81 na klase A, na nangangailangan ng mas tumpak na pag-thread sa mga tuntunin ng pinahihintulutang mga paglihis (tolerances), ay tinanggihan kapag nasubok na may isang makinis na pass gauge.
Isinasaalang-alang ang nasa itaas, maaari nating tapusin na ang pagpapakilala ng isang karagdagang kinakailangan para sa pagsuri sa mga panloob na mga thread ng mga aparato sa pag-init na may makinis na go-through na mga gauge ay hindi lamang matiyak ang kontrol sa pagpapatupad ng mga thread sa pagsunod sa GOST 6357-81, ngunit , sa kabaligtaran, ay hahantong sa isang walang katotohanan na sitwasyon kapag ang mga ginawa nang buong alinsunod sa mga kinakailangan GOST heating device ay ituring na may sira.
Susunod, suriin natin ang panukala para sa pagsubaybay sa mga panloob na thread ng mga heating device gamit ang isang makinis na non-go through gauge:
Isaalang-alang natin ang opsyon kapag ang panloob na thread ay ginawa sa ganap na pagsunod sa GOST 6357-81, ngunit may pinakamataas na tolerance na ibinigay ng GOST - 640 microns (tingnan ang indicator TD1 Table 3). Sa kasong ito, ang panloob na diameter ng thread ay magiging 30.931 mm.
Subukan nating suriin ang thread na ito gamit ang isang makinis na no-go gauge.
Mula sa pagsusuri ng data na ibinigay sa Talahanayan 4 at Talahanayan 5, sumusunod na ang diameter ng isang makinis na no-go gauge ay magiging katumbas ng:
- nominal na halaga: D1+ 640 µm = 30.931 mm
- value sa maximum na upper deviation: D1+ 640 µm + 13 µm = 30.944 mm
- halaga sa maximum na mas mababang paglihis: D1+ 640 µm - 13 µm = 30.918 mm
Tandaan na, ayon sa sugnay 2.4. Appendix 2 "Mga Panuntunan para sa paggamit ng mga gauge" sa GOST 24939-81 "Mga gauge para sa mga cylindrical na thread", "ang isang makinis na no-go gauge ay hindi dapat pumasok sa isang kinokontrol na thread sa ilalim ng impluwensya ng sarili nitong timbang o isang tiyak na puwersa."
Sa pagsasaalang-alang na ito, muli kaming nakakuha ng isang kabalintunaan na larawan kung saan ang isang makinis, walang suot na NON-pass gauge, ang pinakamababang posibleng diameter na kung saan ay 30.918 mm, ay HINDI dapat malayang magkasya sa isang thread na ginawa ayon sa GOST 6357-81 na may pinakamataas na tolerance. , ang diameter nito ay 30.931 mm , na karaniwang imposible.
Kaya, kapag sinusuri ang isang thread na ginawa alinsunod sa GOST 6357-81 na may isang makinis na NON-GOING gauge, ang thread na ito ay makikilala bilang hindi sumusunod sa GOST 6357-81, na sa kanyang sarili ay walang katotohanan.
Isinasaalang-alang ang nasa itaas, maaari nating tapusin na ang pagpapakilala ng isang karagdagang kinakailangan upang suriin ang mga panloob na mga thread ng mga aparato sa pag-init na may makinis na non-go-through na mga gauge ay hindi masisiguro ang kontrol sa pagpapatupad ng mga thread para sa pagsunod sa GOST 6357-81.
Kaya, ang pagsusuri sa itaas ay malinaw na nagpapahiwatig na ang paggamit ng makinis na mga gauge ay hindi lamang hindi may kakayahang malinaw na maitaguyod ang pagsunod o hindi pagsunod ng isang thread sa mga kinakailangan ng GOST 6357-81, ngunit maaari ring humantong sa pagkilala sa isang thread na ganap na sumusunod sa GOST na ito bilang may depekto.
Ang mga patakaran para sa paggamit ng makinis na mga panukat mismo ay partikular na interes. Ang mga ito ay itinakda sa GOST 24939-81 "Mga Gauges para sa mga cylindrical thread" (Appendix 2 "Mga Panuntunan para sa paggamit ng mga gauge").
Kaya, para sa isang makinis na go-through plug gauge mayroong isang kinakailangan na ang gauge ay dapat malayang pumasok sa kinokontrol na thread sa ilalim ng impluwensya ng sarili nitong timbang o isang tiyak na puwersa, at para sa isang makinis na non-go through plug gauge mayroong isang kinakailangan na ang gauge na ito ay hindi dapat pumasok sa kinokontrol na thread sa ilalim ng impluwensya ng sarili nitong timbang o isang tiyak na lakas.
Kasabay nito, alinman sa Mga Panuntunan para sa Paggamit ng mga Kalibre, o GOST 24939-81, o anumang iba pang mga dokumento ng regulasyon ay nagtatatag kung sino at paano dapat matukoy ang laki ng puwersang ito, at sa anong direksyon ito dapat kumilos ayon sa kalibre.
Mula dito maaari tayong gumuhit ng isang hindi malabo na konklusyon, ayon sa kung saan walang solong pamamaraan para sa paggamit ng mga kalibre na itinatag ng mga nauugnay na regulasyon.
Bilang karagdagan, sa aming opinyon, kapag tinatalakay ang mga kinakailangan para sa pagsubok ng mga thread ng mga aparato sa pag-init, ipinapayong isaalang-alang ang mga katulad na kondisyon ng mga pamantayan para sa mga elemento ng sistema ng pag-init na direktang konektado sa mga aparato sa pag-init.
Kaya, sa seksyong "2. Mga sanggunian sa regulasyon" GOST 30815-2002 "Mga awtomatikong thermostat para sa mga kagamitan sa pag-init ng mga sistema ng pagpainit ng tubig sa mga gusali" GOST 6357-81 ay nabanggit, gayunpaman, hindi ito ginagamit pa sa teksto. Marahil sa kadahilanang ito, sa bagong edisyon ng GOST 30815-2019, ang GOST 6357-81 ay ganap na wala sa listahan ng mga sanggunian sa regulasyon.
Bilang karagdagan, sa GOST 21345-2005 "Conical at cylindrical ball valves" ay hindi rin nabanggit ang GOST 6357.
Kaya, sa mga pamantayan ng GOST 30815-2019 at GOST 21345-2005 para sa mga elemento ng mga sistema ng pag-init na direktang konektado sa mga aparato sa pag-init, walang mga kinakailangan para sa pagsubok ng mga thread para sa pagsunod sa GOST 6357-81.
Sa koneksyon na ito, hindi malinaw kung anong eksaktong layunin ang hinahabol ng mga may-akda ng mga panukala upang kontrolin ang mga thread ng mga heating device gamit ang karagdagang makinis na mga gauge nang hindi nagtatatag ng anumang kontrol sa lahat ng mga thread ng mga elemento ng mga sistema ng pag-init na direktang konektado sa mga heating device.
Sa aming opinyon, ito ay ganap na walang kabuluhan upang magsagawa ng anumang talakayan sa paggamit ng makinis na mga gauge para sa pagsubaybay sa mga panloob na thread ng mga aparato sa pag-init sa pagkakaroon ng:
- ang mga pagkakaiba sa pagitan ng nominal na diameter ng panloob na thread at ng nominal na diameter ng makinis na butas na tinukoy sa artikulong ito,
- kakulangan ng pinag-isang naaprubahang pamamaraan para sa paggamit ng mga kalibre,
- ang kawalan ng anumang mga kinakailangan para sa mga thread at mga pamamaraan ng kontrol nito na may kaugnayan sa mga elemento ng mga sistema ng pag-init na direktang konektado sa mga aparato sa pag-init.
Bilang karagdagan, upang maitaguyod ang pag-asa kung paano nakakaapekto ang mga resulta ng pagsubok na may makinis na mga gauge sa lakas ng mga sinulid na koneksyon ng mga heating device, nagsagawa kami ng isang serye ng mga pagsubok. Walong sample ng tatlong uri ng mga seksyon ng radiator ang napili para sa pagsubok:
- aluminyo (AL),
- bimetallic na may steel vertical at horizontal heat-conducting channels (BM),
- aluminum radiators na may steel vertical heat-conducting channels (ASVK).
Ang lahat ng mga sample ay sinuri gamit ang sinulid (go at no-go) na mga gauge, at karagdagang sinuri gamit ang makinis na mga gauge. Ang mga resulta ng pagsubok na may makinis na mga panukat ay ipinapakita sa Talahanayan 6.
Ang mga sample 7 at 8 ay pinili upang ang hindi dumadaan na makinis na gauge ay malayang magkasya nang walang pagsisikap na may bahagyang backlash sa sinulid na butas ng mga seksyon ng radiator. Ang mga sample ay na-screwed gamit ang mga screw plug na inirerekomenda ng tagagawa ng radiator. Ang mga static na tensile test ay isinagawa hanggang sa mabigo ang mga sample sa isang sertipikadong laboratoryo.
Talahanayan 6
Mga resulta ng static na tensile test
| Halimbawang numero | Uri ng radiator | Pagsusuri gamit ang isang makinis na pass gauge | Pagsusuri gamit ang isang makinis na no-go gauge | Nakakasira ng karga, N | Limitasyon ng proporsyonalidad. Bar |
| 1 | BM | negatibo | positibo | 48 791 | 604,10 |
| 2 | ASVK | positibo | positibo | 41 884 | 525,71 |
| 3 | ASVK | positibo | positibo | 35 309 | 444,65 |
| 4 | BM | positibo | positibo | 108 272 | 1249,13 |
| 5 | AL | positibo | positibo | 39 924 | 502,09 |
| 6 | BM | negatibo | positibo | 102 473 | 1061,17 |
| 7 | BM | positibo | negatibo | 46 272 | 563,17 |
| 8 | BM | positibo | negatibo | 52 987 | 619,63 |
Ang mga resulta ng pagsusulit ay kinumpirma ng mga opisyal na protocol ng testing laboratory, video at photo shooting.
Gamit ang halimbawa ng sample No. 4, malinaw na nakikita na kapag sinusubukan ang isang bimetallic radiator, ang pagpapapangit ay nangyayari sa sinulid na koneksyon.

Kapag sinusubukan ang isang aluminyo radiator at isang radiator na may isang bakal na heat-conducting channel, naganap ang pagkasira sa katawan ng seksyon ng radiator.

Mula sa ibinigay na data, sumusunod na ang thread ng isang heating radiator na hindi pa nasubok na may isang makinis na go-through (sample 1, 6) o non-go through (sample 7, 8) gauge, ngunit ganap na sumusunod sa mga kinakailangan ng GOST - 6357, kapag nasubok gamit ang mga gauge ng thread, ay bumubuo ng isang sinulid na koneksyon, ang limitasyon sa proporsyonal na pagpapapangit na kung saan maraming beses na lumampas sa mga halaga ng presyon na maaaring mapaglabanan ng iba pang mga elemento ng mga sistema ng pag-init.
Ipinapahiwatig din na ang mga radiator na ang mga thread ay hindi nasubok sa anumang makinis na gauge, sa mga tuntunin ng pagiging maaasahan at kaligtasan sa mga tuntunin ng pagkasira ng sinulid na koneksyon, ay nagpakita ng katulad, at sa ilang mga kaso, mas mahusay na mga resulta kumpara sa mga radiator na ang mga thread ay nasubok pareho. makinis na kalibre.
Muli nitong pinatutunayan na ang pagsuri sa mga thread na may makinis na mga gauge ay hindi nakakaapekto sa lakas ng sinulid na koneksyon ng radiator ng pag-init at, bilang isang resulta, ang kaligtasan at pagiging maaasahan ng aparatong ito.
Bukod dito, para sa mga sample No. 7 at No. 8, ang failure load ng sinulid na koneksyon ay naging mas mataas kaysa sa failure load ng katawan ng aluminum radiator section at ang radiator na may vertical steel channel. Ito ay lalong makabuluhan na ang mga aluminum radiator na may steel vertical channel ay nagpakita ng mas masahol na resulta kaysa sa isang maginoo na aluminum radiator.
Batay sa lahat ng nasa itaas sa artikulong ito, maaari tayong gumawa ng isang hindi malabo na konklusyon na ang kasalukuyang ibinigay na mga pamamaraan para sa pagsubaybay sa panloob na mga thread ng mga aparato sa pag-init gamit lamang ang mga gauge ng thread (sugnay 8.2. GOST 31311-2005) ay higit pa sa sapat para sa paggawa ng heating device na maaasahan at ligtas para sa mga consumer. device.



